我公司于2014年初引進了MK1060ER全清廢模切機,但在初期生產過程中,該設備存在分盒器不穩定、產品收紙不齊等問題,且生產速度較慢,為 4200張/小時。為此,我公司成立了技術攻關小組,從模切、清廢、分盒三大工位著手優化,讓全清廢模切發揮了最大效用。
——濟南泉永印務
模切工位的變化
1.模切板的選用
采用三明治鋼模切版,配合使用全封閉板框,能達到較為理想的整體模切效果。三明治鋼模切版雖然成本相對較高,但其極高的加工精度與超長的使用壽命所鑄就的高質量和穩定性,始終令其他種類的模切版望塵莫及。再配合使用全封閉板框,將是超大量訂單的最佳選擇,也是模切工序穩定生產、提高效率的重要條件。
當然,在實際操作過程中,三明治鋼模切版的安裝對操作人員的技能要求較高,包括模切版的鎖緊、鋼底模的安裝、模切壓力的墊補等環節,都需要細心操作,因為這將決定設備的開機速度與產品的質量穩定性。表1是三明治鋼模切版(配合使用全封閉板框)與普通木質模切版使用情況對比。

2.連接點的設計
全清廢模切工藝中,對于連接點的規劃與設計,一般遵循如下原則,一是“深藏不露”原則,即首先考慮將連接點打在煙包內折線的位置,避免紙盒成型后連接點露在外面,影響產品外觀;二是“強強聯合”原則,即在叼牙的運行軌跡線上打出一行強有力的連接點,以保證模切速度,充分發揮全清廢模切機的優勢,同時減小或減少煙包邊沿附近的連接點;三是“和平統一”原則,即盡量將連接點打在單張產品的相同位置,以保證產品批量裝盤后的外觀一致性;四是“越少越好”原則,即連接點總體數量越少越好。
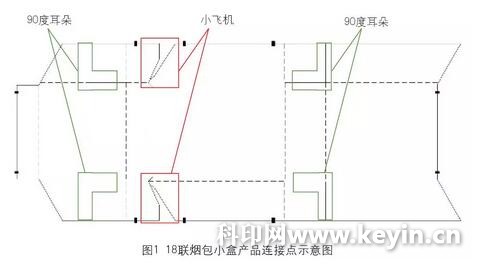
圖1是我公司全清廢模切機經過多次試驗確定的18聯煙包小盒產品連接點示意圖。其中,軸向連接點的寬度為0.2~0.3mm,走紙方向連接點的寬度為0.3~0.4mm,且走紙方向連接點應盡量設計在叼牙的運行軌跡線上,以增強紙張水平走紙的穩定性。
3.半成品的穩定性
全清廢模切機無法隨時抽樣檢查,這就要求半成品(上工序來料)質量具有較好的穩定性。因此,半成品的含水量、紙張厚度、平整度等指標的穩定性也是影響全清廢模切機生產效率的重要因素。
清廢工位的優化
1.清廢板材質和結構的選用
清廢版材質方面,采用質地較硬的電子版用樹脂材料替代原來的木質材料,保證版面剛性,提高上下清廢版工作時的配合精度。
上清廢版結構方面,針對不同的模切版量身定制整體式上清廢版,采用與除廢部位相同形狀的清廢刀替代傳統的上清廢針。整體式上清廢版便于安裝,換版時只需完成整體定位即可。當然,配置高度及硬度適中的反彈海綿也是必不可少的輔助條件。
中清廢版結構方面,為確保廢料在清除過程中“有去無回”,我們對排廢孔的梯形角度進行了加大頂角的改進,同時將“小飛機”(圖1中紅色框)對應位置的排廢孔的尖端部位縮短了1~2mm。此外,為解決4個“90度耳朵”(圖1中綠色框)模切連結(切不開)問題,在中清廢版相應位置安裝了一個高度為2~3mm的“凸起模塊”,通過清廢時反彈海綿的壓力,將4個“90度耳朵”壓開,從而提高煙包的上機適用性,目前該技術已申請相關專利。
2.下清廢針的應用
通過上述改進,清廢工位的穩定性有了較大提高,在不使用下清廢針的情況下,生產速度由原來的4500張/小時提高到了5500張/小時。為進一步提高生產速度,我們又在拖梢清廢邊處安裝了少量下清廢針,確保清廢邊下落時的瞬間速度。
分盒工位的優化
分盒工位是全清廢模切機區別于普通清廢模切機的根本所在,也是全清廢模切機的核心技術。我公司與粵和興激光刀模(深圳)有限公司合作,對原有分盒系統進行了較為徹底的技術改造。
1.收紙不起
(1)原因分析
下分盒器側滑塊的位置出現偏差,不能給下落的產品準確定位,導致產品被上分盒器壓下,下落過程中產生橫向漂移,變成無規律自由落體,最終導致收紙不齊現象(如圖2所示)。

(2)解決方案
一是提高下分盒器的精度,這是因為下分盒器所用鋼材在焊接過程中會受熱變形,從而導致精度降低,因此建議使用新型材料,同時采用無燒焊加工工藝,避免下分盒器變形;二是適當收緊下分盒器的橫向距離,下移兩側分隔條的位置,這樣就能較好地解決收紙不齊現象。
2.產品刮碰
(1)原因分析
下分盒器單刀處橫向鋼條(如圖3所示)太寬,且鋼條頂端為直角,不夠圓滑,產品在下壓降落過程中無法順利前行,產生刮碰。

(2)解決方案
將下分盒器單刀處橫向鋼條的厚度由4mm減為3mm,同時將橫向鋼條頂端加工成圓滑的弧度,這樣產品在下壓降落過程中就會比較順利,避免因刮碰而出現“散板”現象。
3.導向條易斷裂
(1)原因分析
導向條是下分盒器單刀處安裝的塑料片,可保證產品在下壓降落過程中不產生漂移,因為單刀之間沒有間隙,所以單張產品每次下落時都會接觸并擠壓導向條,使其發生斷裂。
(2)解決方案
如圖3所示,將懸掛導向條的開槽處下邊沿做成斜角,磨低0.6mm,使導向條不會高出鋼板表面。當然,導向條屬于易耗品,必要時還需及時更換。
經過上述改進,全清廢模切機的生產速度得到了較大幅度的提升,可達6500張/小時,同時產品收紙不齊、刮碰等問題也得到了有效改善,大大提高了產品質量與生產效率。




 ??
?? ??
?? ??
?? ??
??