在膠印生產(chǎn)過程中,印品粘臟是常見的質(zhì)量問題,輕則造成印品油墨被蹭掉,留下類似雪花點狀的圖文印跡;重則造成印品之間相互粘連,分離困難,嚴重影響印品質(zhì)量,甚至造成印品報廢。筆者根據(jù)自身長期在膠印一線的工作經(jīng)驗,歸納出了7種常見的印品易粘情形,并逐條分析致粘機理,提出了應對策略。
七種常見的印品易粘情形
1.金銀油墨印刷
金銀油墨由特殊的連結(jié)料和金銀粉配制而成,在紙張上的滲透作用比普通油墨小很多。使用金銀油墨印刷文字、圖案時,其在紙張表面的氧化結(jié)膜速度慢、所需干燥時間長,容易造成印品粘臟。
2.實地印刷
要想在紙張上印刷出實地效果,必須加大墨量,但當紙張吸墨飽和后,多余的油墨就會在紙張表面堆積,使得紙張表面油墨的氧化結(jié)膜速度變慢、所需干燥時間變長,從而容易造成印品粘臟。
此外,在印刷人物頭發(fā)或采用四色疊印方式印刷文字時,由于單位面積內(nèi)的總墨量達到飽和,墨層很厚,特別容易造成印品粘臟。據(jù)統(tǒng)計,在所有印品粘臟的情況中,印刷人物頭發(fā)和采用四色疊印方式印刷文字造成印品粘臟的比例較大,這種情況不容小覷。
3.特種紙印刷
特種紙是指除常規(guī)的銅版紙、膠版紙、白板紙等以外的紙張,如筆者所在企業(yè)使用的葛麗特、格拉絲、純木元素、美莎等品牌的紙張。特種紙由于運用了特殊的造紙工藝,使得印品效果別具風格,受到一些用戶青睞,因此越來越多地應用于封面、內(nèi)頁的印刷。但特種紙表面纖維組織的孔隙率較低,毛細孔對油墨的吸附性較弱,導致油墨不易滲透到紙張內(nèi)部,容易造成印品粘臟。
4.印刷壓力不當
為了使油墨很好地轉(zhuǎn)移到紙張上,印刷壓力必須適當。印刷壓力與油墨轉(zhuǎn)移量之間的關(guān)系如圖1所示。
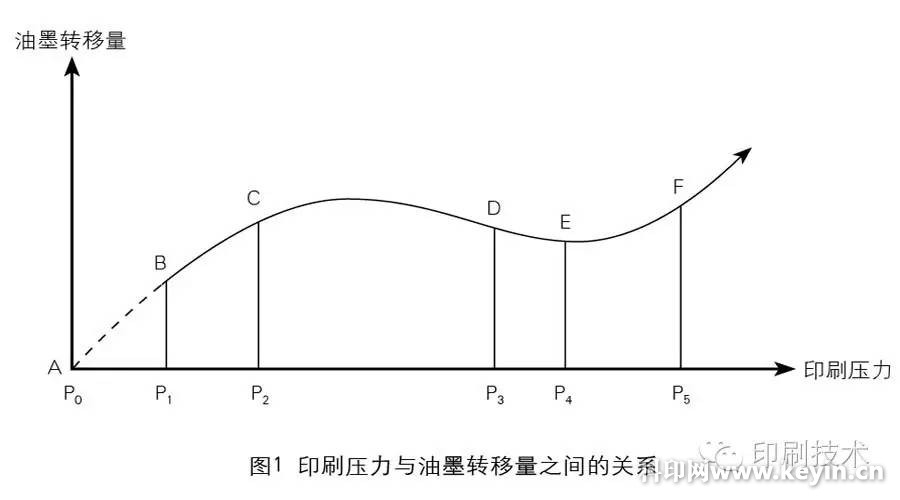
從圖1可以看出,用虛線標示出的AB段,為印刷壓力和油墨轉(zhuǎn)移量的無規(guī)律階段;BC段,為油墨轉(zhuǎn)移量隨著印刷壓力的增大而增加階段;CD段,為印刷壓力與油墨轉(zhuǎn)移量相對持恒的可行性階段;DE段,為印刷壓力開始過大導致油墨轉(zhuǎn)移量開始失衡的階段;EF段,為印刷壓力過大導致油墨轉(zhuǎn)移量嚴重失衡的階段。其中,P3為理想的印刷壓力點,P4為印刷壓力的臨界點。
從以上分析可以看出,油墨轉(zhuǎn)移量隨著印刷壓力的不同而不同。在實際印刷中,如果印刷壓力過大或過小,油墨都不能被很好地轉(zhuǎn)移,網(wǎng)點也不能被完美還原,使得追色困難。為了達到樣張效果,操作人員通常會加大墨量,這樣就會造成印品粘臟。
5.紙張堆放數(shù)量過多或收紙不齊
在實際生產(chǎn)過程中,有時為了圖方便、趕任務,操作人員經(jīng)常會在紙臺收滿紙后才更換紙臺,這就為印品粘臟埋下了隱患。油墨轉(zhuǎn)移到紙張上,未進行充分干燥,如果紙張堆放過高,位于底層的紙張將承受很大負荷,從而造成印品粘連。另外,收紙機構(gòu)如果調(diào)節(jié)不當,出現(xiàn)收紙不齊、錯位的情況,也容易造成紙張四邊粘臟。
6.噴粉管道堵塞
在四色膠印機上安裝噴粉裝置(紅外線干燥的情況較少)是防止印品粘臟的重要手段。然而,有時會發(fā)生這種情況:噴粉裝置的數(shù)字顯示粉量足夠大,粉盒內(nèi)粉量也充足,結(jié)果印品還是出現(xiàn)了粘臟。經(jīng)排查發(fā)現(xiàn),噴粉管道被雜質(zhì)堵塞,導致噴粉流動不通暢,從而引起印品粘臟。
7.油墨乳化
油墨乳化后形成了“水包油”形態(tài),改變了油墨的性能,使用乳化后的油墨進行印刷時,極易造成印品粘臟,即使架上夾紙板、加大噴粉量都無濟于事,必須更換油墨。
應對策略
1.壓力略大,墨層略薄
在實際生產(chǎn)中,印刷壓力的控制是非常重要的環(huán)節(jié)。從圖1中可知,一定要將印刷壓力控制在P3左右(這只是一個原則,具體多厚的紙,印刷壓力值多少,還要憑機長的經(jīng)驗來定),還可將印刷壓力控制得稍高于P3,這樣只要預設(shè)墨量達到圖文要求,甚至墨量略低,墨跡就很飽滿,墨層厚度也基本在紙張承受范圍之內(nèi),氧化結(jié)膜速度快,印完的成品或半成品均不會產(chǎn)生粘臟。為了增加印刷過程的可操作性,筆者提供如下經(jīng)驗:在印刷壓力符合標準的情況下,嚴格控制墨量,并且時常對比原樣,用手指按壓墨跡,如果有反粘感覺而手指上無過多墨跡,這樣印出來的活件就會不虛不糊,不易造成印品粘臟。
2.專色印刷時油墨濃度適當加大
專色印刷時,適當加大油墨濃度,可以減少給墨量,用較少的墨量即可達到顏色要求,即俗稱的“配墨深一點,印刷淺一點”,尤其是進行專色實地印刷時,效果更明顯。如印刷淡黃色系時可適量加些中黃油墨、印刷金紅色系時可適當加些大紅油墨等,這些措施都可提高油墨濃度,降低墨膜厚度,從而有效避免印品粘臟。
3.按照“三平、兩小、一平衡”原則操作
“三平”是指膠輥平、印版平、包襯平;“兩小”是指水斗液pH值和水量要小,水斗液pH值應控制在4.5~5.5,在圖文不糊不臟的前提下,水量越小越好,避免水大墨大出現(xiàn)油墨乳化和印品粘臟;“一平衡”是指水墨平衡。這是印刷的一個基本規(guī)則,對產(chǎn)品質(zhì)量的過程控制起著至關(guān)重要的作用。
4.時常觀察噴粉裝置是否正常
在實際生產(chǎn)中,不僅要關(guān)注噴粉裝置是否打開、噴粉量設(shè)置大小,還要注意粉道是否暢通、有無堵塞。具體檢查方法如下:用手指輕輕撫過紙面,看手指上的粉量與噴粉設(shè)置大小是否相符,如果手指上只有一點粉量,而噴粉量設(shè)置得很大,則粉道可能被堵塞,需進一步停機檢查。步驟如下:(1)檢查粉道的分管道。打開收紙鏈條上方的保護蓋,拿一塊黑汗布(為了便于觀察)依次放入噴粉分管道下方,按下噴粉開關(guān)。如果黑汗布上有白粉,說明該管道下粉正常;如果黑汗布上無白粉,說明該管道被堵塞,此時可用膠印機自身的空氣壓縮機連接氣管,向堵塞的管道強力吹氣,將臟東西吹出。(2)檢查粉道的總管道。可通過觀察粉盒里粉量的下降情況來判斷總管道是否正常。
5.使用夾紙板
使用夾紙板的目的有2個:一是控制印品紙堆高度,一般300~500張紙張的高度正好;二是增加印品與空氣的接觸空間,便于通風,為墨跡氧化結(jié)膜創(chuàng)造條件,特別是針對需要采用特種紙或金銀油墨進行印刷,或需要實地印刷,或吸墨量大的活件,由于墨跡氧化結(jié)膜速度慢,使用夾紙板將是不二選擇。另外,使用夾紙板還可以降低噴粉量,這對于后工序中有燙印、覆膜等要求的活件具有重要意義。
筆者經(jīng)常碰到有的封面印刷出來非常漂亮,但因為噴粉量太大而出現(xiàn)覆膜困難,出現(xiàn)粉坨子、粉道子等問題的情況,使印品質(zhì)量大大降低。同時噴粉量過大對環(huán)境、操作人員身體也易造成損害。“多夾板子、少噴粉”應該是一個雙贏的做法。
總之,印品粘臟是時常困擾印刷操作人員、影響印品質(zhì)量的一大難題。本文提出了幾種常見的印品易粘情形和應對策略,但在實際生產(chǎn)中出現(xiàn)印品粘臟的因素可能更為復雜,這就需要印刷操作人員特別是領(lǐng)機人員善于思考、分析和總結(jié),全面掌握每單活件的紙張性能、印刷壓力大小、墨量控制情況、噴粉狀況等,從而印刷出質(zhì)量上乘、用戶滿意的產(chǎn)品。




 ??
?? ??
?? ??
?? ??
??