

金屬材料規定殘余仲長應力是金屬材料廣泛應用的性能指標,它是將試樣施加相應于規定殘余仲長應力的力,保持10-12s后,卸除力驗證殘余延仲率未超過規定的百分率。目前采用的測定規定殘余仲長應力的方法只有一種,即卸荷法此方法的缺點是試驗結果無法保存和進行再分析,且試驗結果的準確性無法追蹤和校對。
氣彈簧的力學性能試驗,是用拉力試驗機對氣彈簧壓入相應的位移和載荷,使氣彈簧的活塞桿進行往復運動其動態內阻需符合圖樣規定,試驗中不允許出現卡滯和明顯的振動。
用電子拉力機測定金屬材料的規定殘余伸長應力
試驗的方法
用卸荷法測定規定殘余仲長應力Rr0.2:首先施加相當于預期Rr0.2的10%的初負荷Fo,安裝引仲計,記錄F0和引仲計讀數,從Fo起第一次負荷加至試樣產生總仲長相當于引仲計如下分格數:Lc*0.2%*n,將負荷卸至Fo時,記錄仲長量,以后每次加荷應使試樣產生的總仲長為前一次的總仲長加規定的殘余仲長與前一次殘余仲長之差,再加上1-2個分格數,經幾次加卸荷后,直到殘余仲長達到規定殘余仲長格子數為Le*0.2%,此負荷即為F0.2.
試樣的選擇:
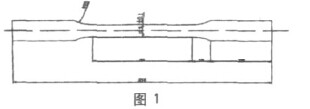
采用不銹鋼板材試樣,試樣的材料牌號為1Cr18Ni9Ti,材料標準為GJB2295試樣形狀尺寸如圖1
試驗設備如下:

試驗結果
1.殘余仲長應力測試程序
以測定規定殘余仲長率0.2%為例,選擇試樣標距為50mm,則其規定0.2%的殘余仲長為0.1mm,根據技術標準要求,編制電子拉力機的控制程序。
2.殘余仲長應力測試結果:
手動測定不銹鋼板材(1Cr18Ni9Ti)的殘余仲長應力測試結果見表1
|
試樣號 |
Lo(mm) |
Fo(N) |
R(N/mm2) |
Fr0.2(N) |
Rr0.2(MPa) |
|
1 |
50 |
15780 |
650 |
6976 |
288 |
|
2 |
50 |
15620 |
647 |
7050 |
292 |
|
3 |
50 |
15804 |
647 |
6727 |
276 |
|
4 |
50 |
15808 |
647 |
7216 |
296 |
|
5 |
50 |
15844 |
649 |
6359 |
261 |
|
6 |
50 |
15860 |
646 |
6604 |
269 |
|
7 |
50 |
15628 |
645 |
6580 |
272 |
根據試驗機編程控制試驗進行的試驗結果見表2
|
試樣號 |
Lo(mm) |
Fo(N) |
R(N/mm2) |
Fr0.2(N) |
Rr0.2(MPa) |
|
1 |
50 |
15784.375 |
642.14 |
6444 |
269 |
|
2 |
50 |
15933.750 |
653.02 |
7085 |
290 |
|
3 |
50 |
15562.500 |
642.95 |
6400 |
265 |
|
4 |
50 |
15523.125 |
639.39 |
6096 |
253 |
|
5 |
50 |
15361.250 |
637.95 |
6601 |
274 |
3.手動和自動控制試驗平均值檢驗結果見表3
|
測試方法 |
平均值(手動) |
標準差(手動) |
t |
t a |
|
手動 |
279.1 |
13.04388 |
1.153988 |
1.18125 |
|
控制 |
270.2 |
13.51666 |
由上圖可見,當檢驗結果t<t a,在給定置信度95%時,可以證明手動測定規定殘余測定殘余仲長應與控制測試試驗結果一致,試驗結果表明通過試驗機控制試驗實現規定殘余仲長應力的測定是可行的。
用電子拉力機做氣彈簧的力學性能試驗
拉力機試驗方法
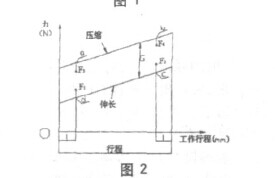
試驗溫度為20±2 0C,氣彈簧在此溫度下需放置4h,編制電子拉力機的控制程序,設定測試速度為500mm/min試驗時,將氣彈簧的活塞桿朝下垂直裝夾于試驗機上,進行不少于3個循環的運行,同時觀察氣彈簧活塞桿有無卡滯或明顯的振動,如無異常,則開始測量并記錄力一位移曲線,試驗過程如下圖2
試驗設備如下:

試驗結果
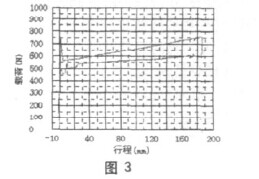
氣彈簧力學性能試驗的試驗過程循環圖見圖3
試驗結果分析
整個氣彈簧的力學性能試驗,進行了4個循環過程,試驗中觀察氣彈簧活塞桿無卡滯或明顯的振動。另外從試驗過程循環圖可以看出,試驗數據及整個循環過程完全符合QC/T207-1996((汽車用普通氣彈簧》中的要求。因此可以說明本控制試驗可以滿足氣彈簧力學性能試驗的要求,并同時完成了對試驗數據的采集與處理。
在電子拉力機上采用控制試驗進行測量殘余仲長應力及氣彈簧的力學性能試驗,是電子拉力機控制試驗的新應用,此種控制試驗節約了測試時間,降低了試驗難度,提高了試驗效率它令上述兩種控制試驗的試驗結果可以保存,有利于試驗結果的追蹤同時開發了電子拉力機的控制程序,增加了設備的利用率,可以更加準確、快速、精確的完成試驗。